















 SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1
SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1 Nolan’s Notes: Do More, Get More
Nolan’s Notes: Do More, Get More Global Sourcing Spotlight: Don’t Be Afraid of Global Sourcing
Global Sourcing Spotlight: Don’t Be Afraid of Global SourcingEutect Optimizes Enamelled-Copper Wire Soldering
September 12, 2017 | Eutect GmbHEstimated reading time: 3 minutes
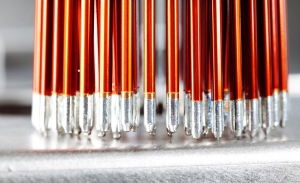
For more than 20 years, Eutect GmbH has been developing and manufacturing selective soldering modules for processing copper wire. Tightening thermal requirements imposed between copper wire and connectors, for instance in automotive electronics and consumer electronics applications, cause the requirements imposed on the soldering process to tighten as well. That's why Eutect is continually investing in improvement of the selective soldering module.
"We're basically dealing with a classic hare-and-hedgehog race," explains Matthias Fehrenbach, managing director of Eutect.
Due to the tightening thermal requirements, enameled-copper wires are continually being developed further in order to guarantee optimum thermal resistance by means of improved insulation. Moreover, further developments in wire technology minimize the structural shape and reduce costs.
"That's why we're working regularly on our selective soldering process to adapt to the new materials and developments. Improvements in copper-wire technology are particularly welcome in the automotive supply industry, so we regularly conduct evaluations in the customer order," Fehrenbach continues.
One challenge here is that soft soldering is used for the soldering process, which can be processed up to temperatures exceeding 450°C without leaving oxide residue on the product or drastically influencing the soldering systems' service lives. The operator can use protective gases to prevent oxide formation. "That's why we began years ago to optimize our selective soldering process for soldering enameled-copper wire. Not just the formation of oxides should be prevented, but soldering beads and solder sprays should be also avoided and the soldering process's total cost should be reduced," summarizes Fehrenbach. It’s also important to know in this connection which fluxes, solders, and protective gases are being used in the soldering process.
Overall, the soldering system has to be adapted to the special requirements imposed by enameled-copper wire soldering. Module components such as solder nozzles, pumps, and solder tanks are especially stressed in high-temperature applications exceeding 450°C. "Selecting the right materials for these components during the soldering module's development is important because our customers expect a long service life of our products,” explains Fehrenbach. To address this issue, Eutect has decided early on to use steel, titanium, ceramics, special composites, and specially developed coatings developed in-house.
Tinning or contacting through soldering the most diverse materials that are used to insulate copper wires without prior stripping poses a special challenge. Besides polyurethanes, polyurethane plus butyral, polyesterimide, polyesterimide plus polyamide, esterimide, triple insulated Tex-E wires in modified polyester construction, and many more are used. Natural silk, nylon, or ketron are generally used as a sheathing material for flex based on enameled wire. Without additional mechanical stripping, the machine investment is reduced on the one hand and on the other the processing time is reduced by a factor of two to four, depending on wire thickness.
The most varied tasks are conducted during the actual soldering process. The insulating enamel is removed by dipping into the flowing solder wave. The solder wave also ensures that oxides, greases, and other impurities are removed at the positions to be soldered. At a temperature exceeding 450°C, the solder wave constantly promotes oxide-free solder, whereby the process site is permanently washed, cleaned, and ultimately tinned or soldered. Since heat is transferred quickly, adjacent plastics and casting compounds may only be subjected to a light thermal load. This ensures that connections and pins remain in their intended positions. This process step must be done reproducibly, which is why Eutect often deploys special grippers or masking techniques that guarantee high, uniform quality standards.
"Besides optimizing this work step, process costs must also nonetheless be re-evaluated," recalls Fehrenbach. The reduction of processing time by the factor of two to four already mentioned is only one part here. Careful material selection also reduced maintenance effort by a factor of 10. The cost reduction in the subject of oxides is even more significant.
"Oxides and lead-tin scabies must as a rule be disposed of as special waste. That means these costs can be reduced when the oxide is minimized. Individual customers produced some 4,000 kg to 5,000 kg of this hazardous waste annually in a three-shift operation. The introduction of our special inert gas and solder-return nozzles enabled the share of oxides to be reduced by a hundredfold per year," says Fehrenbach.
But an eye was also being kept on the cost of consumables. Thus, for instance flux consumption can be reduced and the service and maintenance effort minimized through selective and product-specific flux application systems and hermetically sealed flux circuits from the Eutect module construction kit.
Share on:




Suggested Items
Taiyo Circuit Automation Installs New DP3500 into Fuba Printed Circuits, Tunisia
04/25/2024 | Taiyo Circuit AutomationTaiyo Circuit Automation is proud to be partnered with Fuba Printed Circuits, Tunisia part of the OneTech Group of companies, a leading printed circuit board manufacturer based out of Bizerte, Tunisia, on their first installation of Taiyo Circuit Automation DP3500 coater.
Vicor Power Orders Hentec Industries/RPS Automation Pulsar Solderability Testing System
04/24/2024 | Hentec Industries/RPS AutomationHentec Industries/RPS Automation, a leading manufacturer of selective soldering, lead tinning and solderability test equipment, is pleased to announce that Vicor Power has finalized the purchase of a Pulsar solderability testing system.
AIM Solder’s Dillon Zhu to Present on Ultraminiature Soldering at SMTA China East
04/22/2024 | AIMAIM Solder, a leading global manufacturer of solder assembly materials for the electronics industry, is pleased to announce that Dillon Zhu will present on the topic: Ultraminiature Soldering: Techniques, Technologies, and Standards at SMTA China East. This event is being held at the Shanghai World Expo Exhibition & Convention Center from April 24-25.
AIM to Highlight NC259FPA Ultrafine No Clean Solder Paste at SMTA Wisconsin Expo & Tech Forum
04/18/2024 | AIMAIM Solder, a leading global manufacturer of solder assembly materials for the electronics industry, is pleased to announce its participation in the upcoming SMTA Wisconsin Expo & Tech Forum taking place on May 7 at the Four Points by Sheraton | Milwaukee Airport, in Milwaukee, Wisconsin.
Hentec/RPS Publishes an Essential Guide to Selective Soldering Processing Tech Paper
04/17/2024 | Hentec Industries/RPS AutomationHentec Industries/RPS Automation, a leading manufacturer of selective soldering, lead tinning and solderability test equipment, announces that it has published a technical paper describing the critical process parameters that need to be optimized to ensure optimal results and guarantee the utmost in end-product quality.