















 SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1
SMT Prospects and Perspectives: AI Opportunities, Challenges, and Possibilities, Part 1 Nolan’s Notes: Do More, Get More
Nolan’s Notes: Do More, Get More Global Sourcing Spotlight: Don’t Be Afraid of Global Sourcing
Global Sourcing Spotlight: Don’t Be Afraid of Global SourcingA New Standard for Standards – From Data to Information
September 7, 2018 | Dr. Glen Thomas, Creative ElectronEstimated reading time: 3 minutes
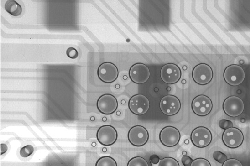
The main challenge we have today with our manufacturing standards is that they are deterministic. For example, for X-ray inspection of BGAs, the standard is a 30% maximum void per ball. This standard determines if a BGA assembly passes or fails. Now, there's nothing to say that a ball with 29% void could not fail and there's also nothing to say that a 31% void in a single ball could not work. It's understandable that for a manufacturing process you need to set some clear parameters to define what's a pass and what's a fail, otherwise it becomes very complicated to set quality standards for a manufacturing process.
Now, it's important to keep in mind that these deterministic thresholds, for example 30% maximum void per ball on BGAs, were developed in a time when collecting data from instruments in a manufacturing line was very costly. And further, contextualization of that data, meaning the process to input all the data that's collected from the individual instruments and inserting that into context, was even more expensive. In some cases, it was technically infeasible.
So, what has changed with Industry 4.0 and other initiatives from equipment manufacturers? The answer is simple: data is more available. Individual instruments are already collecting a lot of data. But that data has not been used or contextualized. Data is getting cheaper. However, data out of context has another name, it’s called noise. Contextualized data, on the other hand, is called information.
At Creative Electron, we're proposing a new perspective on setting pass and fail thresholds in the manufacturing line, based on actual performance and test data, rather than an arbitrarily set number. Instead of setting deterministic numbers, like the 30% void, we would collect data and determine what's a pass and what's a failure. Thus, scrap is minimized, since you only rework or scrap the parts you really need to reject because you know they're likely to fail. What’s more, you gain a greater understanding of where to set the pass or fail parameters.
This, in a way, is what is being done now for QFNs. There's no clear directive for voiding on QFN. So, when asked by our customers, we advise they follow the guidelines of the component manufacturer, based on what works for that specific component and application.
How Does this New Solution Work?
Take the example of a new board with a BGA. With the normal NPI (New Product Introduction) process, you would assemble several boards and would X-ray the BGAs and measure the voids on each one of the balls and check if you are below the 25% or 30% void in each of the balls, depending on the class of product that you are developing.
We propose still collecting the data, but instead of using a simple pass or fail threshold, we suggest testing and using the test data to determine the threshold. So, we collect more and more data to set a dynamic threshold that can move up or down depending on the results we have from real tests. This way we use the actual test data that's available to fine tune our manufacturing thresholds.
There are several test parameters we can use to determine pass or fail in high volume. Going back to our QFN example, if there's a temperature band that the component is supposed to work at, we can place the component and measure with an X-ray system how much voiding we have on the QFM, and using an infrared or laser thermometer, we can determine if the temperature guidance is being followed.
Smart factory solutions are not just about collecting data, they are about using that data intelligently to make faster and better decisions. We think this is a great example of using the data derived throughout the line to create a more efficient and more effective use of X-ray and rework resources.
About Dr. Glen Thomas
Dr. Glen Thomas is a proven veteran in the inspection market with over two decades of experience developing and marketing X-ray systems. Dr. Thomas leads Creative Electron’s lead generation and branding strategy. He also manages the company’s relationship with our domestic and international sales channels. He has been instrumental in helping the company create the best X-ray inspection systems in the world by providing its customers with unrivaled value. Dr. Thomas has held executive leadership positions and was instrument at the growth of companies like Faxitron, Micro Focus Imaging, Radsource Technologies, X-Ray Imaging Solutions, and Lixi.
Dr. Thomas holds a BS in Electrical Engineering and a PhD from the University of Wisconsin in Madison.
Share on:




Suggested Items
Inkjet Solder Mask ‘Has Arrived’
04/10/2024 | Pete Starkey, I-Connect007I was delighted to be invited to attend an interactive webinar entitled “Solder Mask Coating Made Easy with Additive Manufacturing,” hosted by SUSS MicroTec Netherlands in Eindhoven. The webinar was introduced and moderated by André Bodegom, managing director at Adeon Technologies, and the speakers were Mariana Van Dam, senior product manager PCB imaging solutions at AGFA in Belgium; Ashley Steers, sales manager at Electra Polymers in the UK; and Dr. Luca Gautero, product manager at SUSS MicroTec Netherlands.
NetVia Group Acquires Direct Imaging from Mivatek
04/09/2024 | Miva TechnologiesMiva Technologies is pleased to announce NetVia Group, Irving, TX has acquired a new Miva 2400NG Dual Tray Direct Imaging System with 30-micron capabilities for inner, outer and soldermask imaging.
Teledyne to Acquire Adimec
02/13/2024 | TeledyneTeledyne Technologies Incorporated announced that it has entered into an agreement to acquire Adimec Holding B.V. and its subsidiaries.
Real Time with... productronica 2023: MivaTek Global Advances Technology With High-res Imaging System
12/08/2023 | Real Time with...productronicaMivaTek's Brendan Hogan talks about how the company employs Digitally Adaptive Rasterization Technology (DART) in their high-res imaging equipment. He also shares how the blurred line between semiconductors and microelectronics is driving broader application of the imaging process.
Keysight Enables Validation of Arbe 4D Imaging Radar Chipset
11/30/2023 | Keysight Technologies, Inc.Keysight Technologies, Inc. announces that Arbe has selected the E8719A Radar Target Solution (RTS) to test the Arbe 4D imaging radar chipset for automotive applications.