

















 Global Sourcing Spotlight: The Global Quality Gap—Why Consistency Wins the Contract
Global Sourcing Spotlight: The Global Quality Gap—Why Consistency Wins the Contract Knocking Down the Bone Pile: Precision Milling of Underfilled SMT Components
Knocking Down the Bone Pile: Precision Milling of Underfilled SMT Components Learning with Leo: Drones—Meeting Demand Without Compromise
Learning with Leo: Drones—Meeting Demand Without Compromise





AOI Capabilities Study with 03015 Components
June 14, 2017 | David Geiger, et al., Flex InternationalEstimated reading time: 3 minutes
Abstract
Automated optical inspection (AOI) is advantageous in that it enables defects to be detected early in the manufacturing process, reducing the cost of repair as the AOI systems identify the specific components that are failing removing the need for any additional test troubleshooting. Because of this, more electronic contract manufacturing services (EMS) companies are implementing AOI into their SMT lines to minimize repair costs and maintain good process and product quality, especially for new component types. This project focuses on the testing of component package 03015 which is challenging for AOI.
Highly-automated and effective test methods are becoming a more and more important topic in our industry today. Advances in modern manufacturing technologies have been making factories smarter, safer, and also more environmentally sustainable. Finding and implementing smart machines which provide real time information is critical to success. Currently, we have been successful in using 2D/3D AOI for production; however not for the upcoming 03015 components. Therefore, we are working with AOI vendors to ensure successful testing of this component type, with a special emphasis on optimizing algorithm threshold settings to detect defects.
We have been working with five AOI vendors with five test vehicles (PCBAs). Each PCBA board has 246 components with three different pitch sizes (100 µm, 150 µm, 200 µm). The results of Attribute GR&R, Defect Escapes, and False Call PPM (parts per million) will be presented.
Based on the data which we received up to now, every set of data (five sets—still waiting for results of AOI System 3) is from the algorithms of 2D AOI, although some machines have the 3D AOI capability. These machines have shown different levels of performance. AOI System 5’s results have an excellent acceptable level for Attribute GR&R; both AOI System 5 and AOI System 6 have only several percentage points of a Defect Escape rate. However, this study is just in its infancy; more improvement and testing will be performed. We will continue to provide new test results from all suppliers.
Introduction
The printed circuit board assembly (PCBA) industry has long embraced the smaller, lighter, faster mantra for electronic devices, especially in recent years. With the increasing use of smaller components, more consideration is required to study and implement changes; not only for SMT processes, but also for testing. There have been some studies conducted for SPI (solder paste inspection) with 03015 components, however, there are very few recommended practices for AOI.
The 03015 [0.3 mm x 0.15 mm] device is a microchip component. For reference, please note that a human hair is approximately 0.1mm. To ensure a successful implementation of the 03015 components, besides for these three critical areas—placement equipment, assembly materials, and process control—the capabilities of machines used to test these component types is another critical consideration. Now, 3D SPI is more commonly used in the SMT process, and 3D AOI is quickly catching up.
During the initial stage of our study, we first tested these five boards with 03015 components on our 2D AOI machine in our Milpitas manufacturing site. Next, we provided the boards to the R&D labs of five AOI vendors who all have 3D AOI machines. Working with various R&D engineers, it was obvious this was a challenging task for their current AOI systems, especially for 3D AOI systems due to component reflection.
Our test data and results showed that the 2D AOI machines have different capabilities in detecting defects for 03015, such as misalignment, tombstoning, and shorts. While the defect escape percentage decreased, false call PPM increased, therefore, optimized programming should be based on test data analysis.
Experiments
In total, we asked five AOI vendors (R&D engineers) to work on this project. We received four sets of test data—AOI System 3 data is to be provided later. The test procedure is the same for all machines with five boards.
Test Vehicle
Figure 1: Company Miniaturized Test Vehicle
Five boards with 03015 components were tested on the AOI machines. Figure 1 is our test vehicle, which has three areas for different pitch sizes. The pitch areas are indicated as different color arrows: red color (A – 100 µm), yellow color (B – 150 µm), and blue color (C – 200 µm).
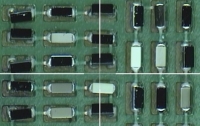
The 03015 component was a production resistor: 292 µm, 143 µm, and 100 µm corresponding to its length, width, and height, respectively, as shown in Figure 2, where area A is without fab mask. There are a total of 87, 81, and 78 components in areas A, B, and C, respectively. The pad size (length, width) is 150 µm by 150 µm on the PCB fab. Figure 3 shows pictures for area A (right column), area B (center column), and area C (left column); after print (top row), after placement (center row), and after reflow (bottom row). There are different colors for optical pictures due to 03015 component reflection, which increased AOI testing difficulty.
Figure 2: Three areas of 03015 components.
Figure 3: Optical picture: after print (top), after placement (center), and after reflow (bottom).
To read the full version of this article, which appeared in the June 2017 issue of SMT Magazine, click here.
Share on:




Testimonial
"We’re proud to call I-Connect007 a trusted partner. Their innovative approach and industry insight made our podcast collaboration a success by connecting us with the right audience and delivering real results."
Julia McCaffrey - NCAB GroupSuggested Items
Indium Experts to Address Data Center Thermal Management and Sintering Standards at SMTA Conference
05/13/2026 | Indium CorporationAs a leading materials provider for the advanced electronic packaging market, Indium Corporation® experts will share their technical insight and knowledge on two critical industry topics—data center thermal management and sintering protocols—at the SMTA Electronics in Harsh Environments Conference, May 19-21, in Amsterdam, Netherlands.
KYZEN to Focus on Aqueous and Stencil Cleaning Solutions at SMTA Juarez Expo and Tech Forum
05/12/2026 | KYZENKYZEN, the global leader in innovative environmentally friendly cleaning chemistries, will exhibit at the SMTA Monterrey Expo & Tech Forum scheduled to take place on Thursday, May 21 at Injectronics Convention Center in Ciudad Juarez, Chihuahua.
Knocking Down the Bone Pile: Precision Milling of Underfilled SMT Components
05/13/2026 | Nash Bell -- Column: Knocking Down the Bone PileUnderfill is a polymeric material used to fill the gap between a printed circuit board and the underside of surface-mount area-array packages such as BGA, QFP, and QFN devices, thereby surrounding and protecting the solder interconnections. This material increases the component's reliability when subjected to mechanical impacts and shocks by distributing forces.
BGA Technology Expands Inspection Capabilities with Creative Electron TruView X-ray System
05/08/2026 | BGA TechnologyBGA Technology, a leading provider of advanced electronics testing and inspection services, has enhanced its inspection capabilities with the addition of a Creative Electron TruView™ Simplex X-ray system at its Holbrook, New York facility.
AQUANOX A4727 and A4625 Lead KYZEN Offerings at SMTA Oregon Expo and Tech Forum
05/06/2026 | KYZENKYZEN, the global leader in innovative environmentally responsible cleaning chemistries, will exhibit at the SMTA Oregon Expo and Tech Forum scheduled to take place Thursday, May 19 at the Wingspan Event and Conference Center in Hillsboro, Oregon.